
Geklebte Welle-Nabe Verbindung
Welle-Nabe Fügeverbindung mit anaerob härtenden Klebstoffen von LOCTITE®
Anaerob härtende Klebstoffe sind flüssige Klebstoffe, die für eine stoffschlüssige und hochfeste Verbindung von Welle- und Nabe-Bauteilen aus metallischen Werkstoffen verwendet werden. Typische Anwendungsfelder sind zylindrische und konische Wellensitze.
Eine geklebte Welle-Nabe-Verbindung kann im Vergleich zu kraft- oder formschlüssigen Methoden eine Optimierung der Kraftübertragung und eine gleichmäßige Spannungsverteilung zischen den Bauteilen erzielen. Gleichzeitig verhindert das Füllen der Klebefuge mit Klebstoff, einschließlich aller Rautiefen in der Oberfläche, das Auftreten von Relativbewegungen zwischen den Fügeteilen und hat eine dichtende und korrosionshemmende Wirkung.
Wie in der Abbildung 1 zu sehen ist, können LOCTITE® Welle-Nabe-Fügeprodukte für die zuverlässige Montage von Kugellagern eingesetzt werden (links).
LOCTITE® 638, ein hochfestes Welle-Nabe-Fügeprodukt, vernetzt zu einem Duroplast und ist temperaturbeständig bis 180 °C (rechts).
Anaerobe Aushärtung und die Verwendung von Aktivatoren
Anaerobe Klebstoffe sind Metallklebstoffe und vernetzen unter zwei Voraussetzungen zum Duroplast: zum einen startet die Reaktion unter Luftabschluss (griechisch, anaerob = ohne Luft) und zum anderen ist Metallkontakt erforderlich. Ist beides gewährleistet, startet die Reaktion unmittelbar am Substrat und härtet zur Mitte des Klebstoffs mittels Eisen- oder Kupferionen aus den Substratoberflächen. Nur wenn ausreichend Ionen zur Verfügung stehen, kann eine Aushärtung stattfinden. Insbesondere bei rostfreien, "passivierten" Werkstoffen (bspw. Edelstahl oder Aluminium) kann eine geringere katalytische Wirkung an der Werkstoffoberfläche vorliegen und die Klebstoffaushärtung findet nur verlangsamt oder gar nicht statt.
Ist dies der Fall, ist ein Aktivator notwendig, um die Aushärtung des Klebstoffs sicherzustellen. Auch durch die Umgebungstemperatur (bei Temperaturen unter 20 °C) kann die Reaktionsgeschwindigkeit verlangsamt auftreten. Als Faustregel gilt: Eine niedrigere Umgebungstemperatur von ΔT = -10 °C verdoppelt die Aushärtezeit. Auch in diesem Fall kann ein Aktivator verwendet werden, um die Reaktion zu beschleunigen. Durch den zusätzlichen Einsatz eines Aktivators wird jedoch die Endfestigkeit unter Umständen herabgesetzt. Dies muss mit entsprechenden Abschlagfaktoren bezüglich der Lastübertragung berücksichtigt werden.
Die Aushärtung der anaeroben Klebstoffe wird von mehreren Faktoren beeinflusst. Hierzu zählen die Verfügbarkeit von Eisen- oder Kupferionen aus den Werkstoffen, die Spaltgröße und die Umgebungstemperatur. Der Einfluss des jeweiligen Faktors auf die Aushärtezeit ist deutlich zu erkennen. Angaben hierzu finden Sie im technischen Datenblatt des jeweiligen Produktes, siehe aufgeführte Diagramme zu LOCTITE® 638. Die Referenz der Druckscherfestigkeit bei 100 % Festigkeit entspricht dem Wert aus dem technischen Datenblatt. Gemessen an Wellen und Naben aus Stahl nach ISO 10123, nach 7 Tagen Aushärtung bei 22 °C beträgt die Druckscherfestigkeit 29 N/mm². [TDS LOCTITE® 638]
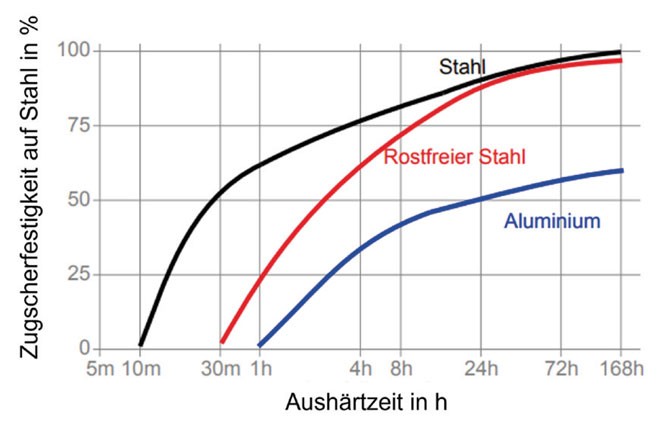
Diagramm 1:
Aushärtung LOCTITE® 638 in Abhängigkeit vom Werkstoff. Zeitliche Entwicklung der Zugscherfestigkeit auf unterschiedlichen Substraten, gemessen nach ISO 10123
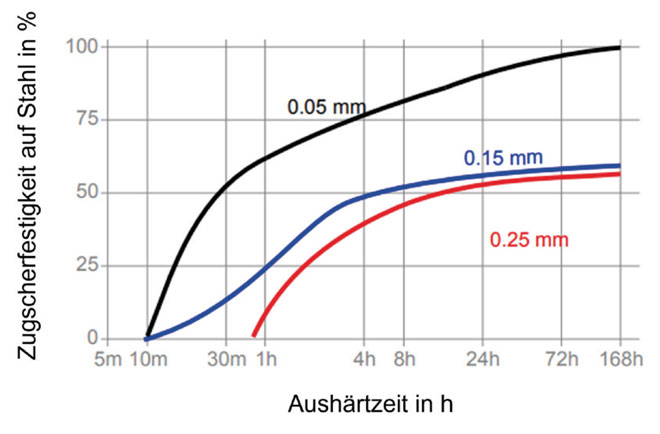
Diagramm 2:
Aushärtung LOCTITE® 638 in Abhängigkeit vom Spalt in mm. Zeitliche Entwicklung der Zugscherfestigkeit auf Stahl, gemessen nach ISO 10123
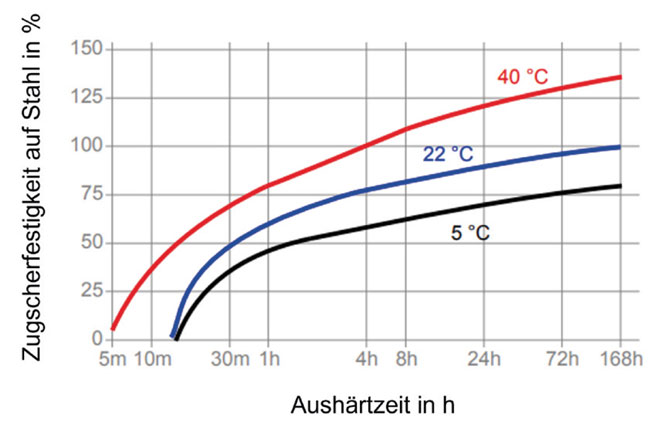
Diagramm 3:
Aushärtung LOCTITE® 638 in Abhängigkeit von der Umgebungstemperatur in °C. Zeitliche Entwicklung der Zugscherfestigkeit auf Stahl, gemessen nach ISO 10123
Aktivatoren als zusätzliche Komponente
Mit Aktivatoren kann die Aushärtung beschleunigt, sichergestellt oder überhaupt erst möglich gemacht werden. Dies ist bei passiven Materialien, niedrigen Verarbeitungstemperaturen und/oder großen Klebespalten relevant.
Dabei bewirken die einzelnen Aktivatoren unterschiedliche Ergebnisse, um damit auf die Aushärtung des anaeroben Produktes einen Einfluss zu nehmen. Die Aushärtezeit und die Festigkeiten werden wesentlich und positiv beeinflusst. Im Folgenden ein Überblick:
- LOCTITE® SF 7649 (Standardaktivator): Aceton-basiert, schnellere Aushärtegeschwindigkeit, gut geeignet für aktive und passive Substrate
- LOCTITE® SF 7471: Aceton-basiert, hohe Festigkeit, gut geeignet für passive Substrate, kurze offene Zeit
- LOCTITE® SF 7240: Lösemittelfrei, erhöhte Aushärtegeschwindigkeit, besonders geeignet für Applikationen bei Temperaturen unter 15 °C
- LOCTITE® SF 7091: Lösemittelfrei, erhöhte Aushärtegeschwindigkeit, hohe Festigkeit, sehr gut geeignet für galvanische Beschichtungen auf Metall, enthält zusätzlich Haftvermittler
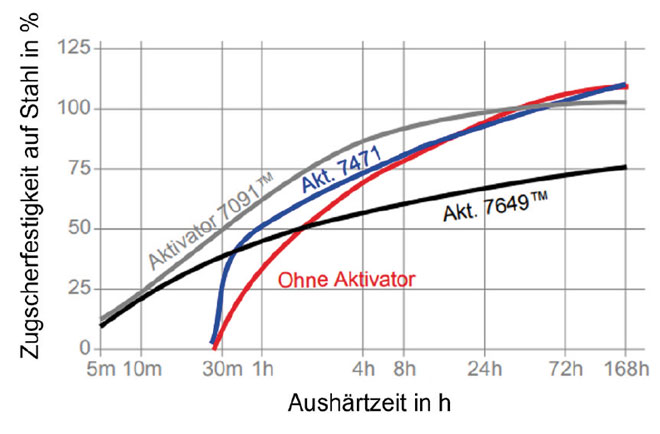
Diagramm 4:
Aushärtung LOCTITE ® 638 in Abhängigkeit vom Aktivator. Zeitliche Entwicklung der Zugscherfestigkeit auf Stahl, gemessen nach ISO 10123
Wann sollte kein anaerober Klebstoff verwendet werden?
Limitierende Faktoren für die Verwendung eines anaeroben Klebstoffs sind folgende:
- Hohe Temperaturbelastung (Degradierung des Polymers ab 230 °C)
- Nichtmetallische Oberflächen (z. B. Lacke und Kunststoffe)
- Spaltmaße über 0,5 mm
- Medienkontakt (die Beständigkeit muss vorab geprüft werden)
Berechnung mit retcalc[plus]
Bereits bei der Auslegung und Konstruktion kann anhand der von Henkel entwickelten Software retcalc[plus] die Machbarkeit hinsichtlich der zu erwartenden Lastübertragung einer geklebten Welle-Nabe-Verbindung beurteilt werden.
retcalc[plus] dient zur überschlagsmäßigen Berechnung, basierend auf Festigkeitswerten, die unter Laborbedingungen ermittelt wurden und kann insbesondere für die drei gängigsten Passungsarten angewandt werden. Hierzu zählen die geklebte Spielanpassung und der geklebte Längs- und Querpressverband.
Die Berechnung der geklebten Welle-Nabe-Verbindung soll speziell in der Konstruktionsphase zur bestmöglichen Auslegung der Bauteile verhelfen. Die reellen Festigkeitseigenschaften müssen durch experimentelle Untersuchungen an Prototypen bzw. Originalbauteilen oder geeigneten Versuchskörpern anwendungsspezifisch überprüft werden. Aus diesem Grund empfehlen wir in jedem Fall Eigenversuche unter den zu erwartenden Betriebsbedingungen durchzuführen.
Im Folgenden sind die drei wichtigsten Passungen für zylindrische Welle-Nabe-Verbindungen dargestellt, welche mit retcalc[plus] berechnet werden können. Darüber hinaus kann auch eine geklebte Kegelpressverbindung berechnet werden (hier nicht abgebildet).
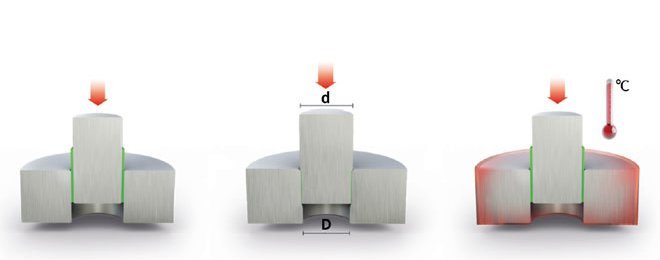
Abbildung 2:
Die drei Passungsarten von links nach rechts: Spiegelpassung, Längspressverband, Querpressverband (mit erwärmter Nabe in rot) für zylindrische Welle-Nabe-Fügeverbindungen. (Hellgrün: Flüssiger Klebstoff auf Fügefläche, roter Pfeil: Fügerichtung. d = Außendurchmesser der Welle, D = Innendurchmesser der Nabe.)
Gestaltungsempfehlung und Montagehinweise
Für die Realisierung einer Welle-Nabe-Fügeverbindung mit anaeroben LOCTITE®-Produkten hat Henkel eine Richtlinie herausgegeben. Diese Richtlinie beinhaltet Hinweise auf die richtige Gestaltung bzw. Auslegung einer zylindrischen Verbindung (z.S. Fügefase, Fügelänge, Oberflächengüte, Angaben zum empfohlenen Spiel bzw. Übermaß für die jeweilige Verbindungsart). Außerdem soll anhand von Montagehinweisen eine sichere Umsetzung im Betrieb für eine zuverlässige Klebung ermöglicht werden. Dies richtet sich speziell an Konstrukteure und Klebstoffanwender. Die pdf kann unten auf dieser Seite unter Downloads abgerufen werden:
Eine gewünschte retcalc[plus] Berechnung können Sie gerne bei uns anfordern. Im Falle einer Berechnungsanfrage müssen die für eine Berechnung notwendige Kennwerte der zu untersuchenden Fügeverbindung in einem dafür zur Verfügung gestellten Formblatt angegeben werden. Hierzu wird sich der technische Kundenservice mit Ihnen in Verbindung setzen.
Anwendungsvideo: Montage der Hyrdaulikleitungen
In unserem Onlineshop können Sie weitere Welle-Nabe-Fügeprodukte kaufen oder speziell den im Fachartikel vorgestellten LOCTITE® 638 kaufen.
Ihr Ansprechpartner
Bei technischen Fragen zu LOCTITE® Fügeklebstoffen oder Ihrer Anwendung unterstützt sie gerne:
Philipp Dengel
Technischer Berater / Labor
